


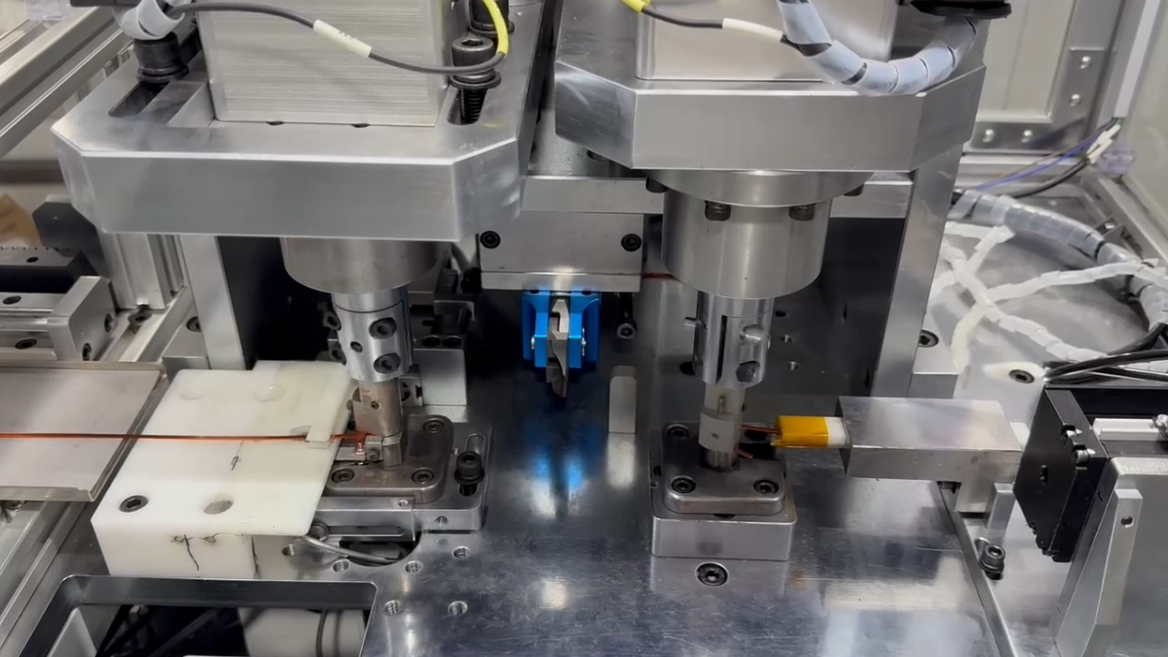
方形八字線圈全自動化加工的關鍵注意事項及解決方案
2025-04-23(524)次浏覽
以下是方形八字線圈全自動化加工的關鍵注意事項及解決方案:
一、模具與設備優化
1.高精度模具設計
方形線圈四邊缺乏指向中心的垂直力,需採用帶分段導向槽的模具,配合伺服電機動態調整繞線角度,確保四邊排線密度均勻。
模具表面需拋光至Ra≤0.8μm,減少線材摩擦損傷。
2.多軸聯動控制:全自動繞線機需配置6軸以上運動系統,實現繞線頭與模具的同步運動補償,解決轉角處線材堆疊問題。
二、張力與繞線控制
1.即時張力閉環調節
採用磁滯張力器+張力感測器組合,將繞線張力控制在材料屈服強度的15-30%區間,波動範圍≤5%。轉角區域自動提升張力5-10%,補償離心力導致的線材鬆弛。
2.8字繞線軌跡規劃
通過PLC編程實現正反交替繞線路徑,每完成1/4圈自動調整繞線方向,消除線材回彈應力。
三、品質監測系統
1.線上檢測模組:集成高精度LCR測試儀(誤差≤1%),每完成10匝自動檢測電感量偏差。
機器視覺系統檢測排線間隙,精度達0.02mm,發現疊線立即停機報警。
2.設備自檢程式:每日啟動前自動校準主軸同心度(≤0.005mm)、模具定位精度(±0.01mm)。
五、典型故障應對
問題現象 主要原因 解決方案
轉角處線材隆起 離心力補償不足 增加轉角減速比(降速30%)
匝間耐壓不合格 粉塵污染或漆層損傷 提升車間潔淨度至ISO 7級
自動排線錯位 模具導向槽磨損 每5000次加工更換導向模組
通過上述措施,全自動化生產線可達到>98-99%的良品率,加工速度比人工提升3-5倍。
下一篇...
最新資訊
-

方形八字線圈全自動化加工的關鍵注意事項及解決方案
方形八字线圈全自动化加工的关键注意事项及解决方案,对...
-
3416圓形線圈全自動繞線加工需重點關事項
3416圓形線圈全自動繞線加工需重點關事項
-
五金衝壓行業的市場規模及增長趨勢預測
全球市場:2024 年全球五金衝壓製造服務市場規模約...
-

特種扁平線圈自動化加工的發展趨勢分析
隨著各行業對特種扁平線圈的特殊要求不斷提高,定制化產...