


3416圓形線圈全自動繞線加工需重點關事項
2025-04-22(509)次浏覽
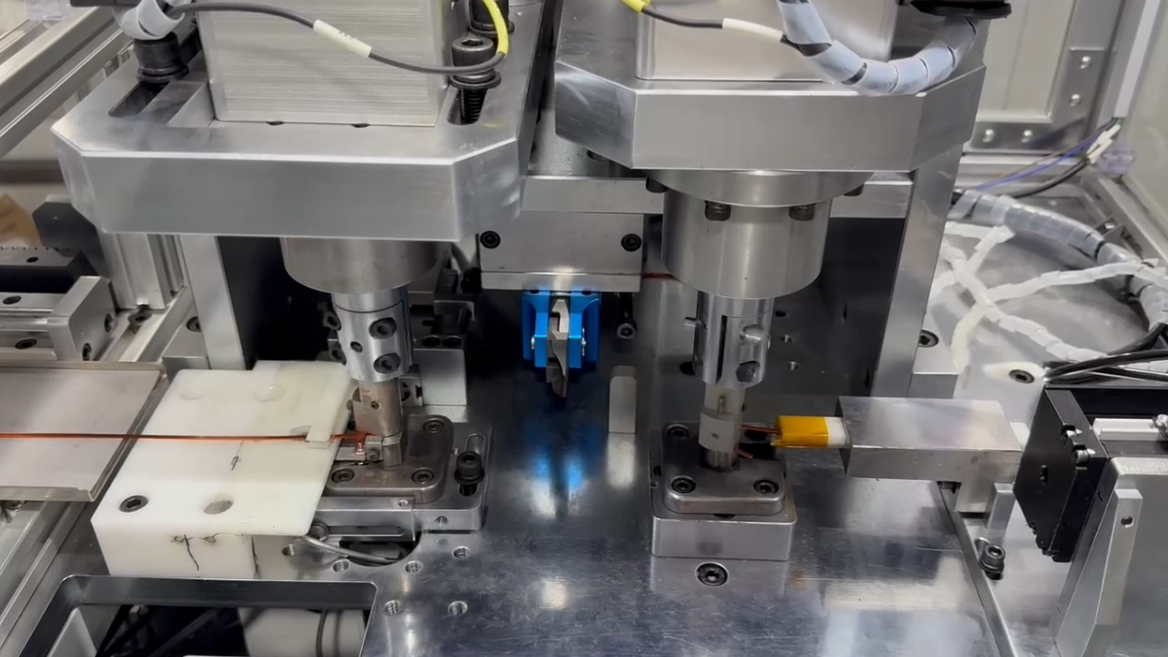
針對3416圓形線圈全自動繞線加工,需重點關注以下核心事項:
一、設備與工藝準備
材料匹配:電磁線需根據應用場景選擇耐熱等級(如B級/F級)及絕緣厚度,儲存環境應保持溫度15-25℃、濕度≤60%。
骨架與夾具安裝需貼合到位,頂針需頂緊,避免繞線過程中鬆動導致偏心或變形。
設備調試::繞線機啟動前需檢查主軸潤滑、螺栓緊固、電源電壓穩定性,並空載試運行確認排線精度及停車位置。
設置排線方向與繞線方向聯動參數,確保排線軸位移方向與主軸旋轉方向匹配,避免設備報警。
二、繞制過程控制
關鍵參數設置:繞線速度需根據線徑調整:細線初始加速度應小,粗線需降低速度但保證扭力充足。
張力需均勻控制(通常為材料屈服強度的30-50%),波動範圍≤10%,避免拉細或拉斷導線。
:匝數與形狀精度:採用測匝儀或自動化繞線機確保匝數精確,多匝線圈需定期校準樣品數據。
線圈成型角度誤差需≤2°,直線邊長度公差控制在±1mm內,避免嵌線困難。
特殊線材處理:鋁線張力需比銅線更小,且線徑設定值應適當增大,防止拉伸變形或漆膜開裂。
自粘線、漆包棉線等非光滑線材需增大排線間距,減少繞線慣性影響。
三、品質與安全管控
絕緣與固化:多匝線圈需添加≥0.1mm的匝間絕緣紙,固化溫度按材料規格設定(如環氧膠水120-150℃),保溫≥30分鐘。
固化後敲擊檢查無“空腔”聲,確保絕緣層無發空現象。
檢測標準:匝間耐壓測試需施加2倍額定電壓持續1分鐘,無擊穿或局部放電。
電感量誤差≤5%,直流電阻誤差≤10%,採用LCR表精准測量。
通過上述綜合控制,可確保3416圓形線圈的電氣性能、機械強度及批量一致性。
最新資訊
-

方形八字線圈全自動化加工的關鍵注意事項及解決方案
方形八字线圈全自动化加工的关键注意事项及解决方案,对...
-
3416圓形線圈全自動繞線加工需重點關事項
3416圓形線圈全自動繞線加工需重點關事項
-
五金衝壓行業的市場規模及增長趨勢預測
全球市場:2024 年全球五金衝壓製造服務市場規模約...
-

特種扁平線圈自動化加工的發展趨勢分析
隨著各行業對特種扁平線圈的特殊要求不斷提高,定制化產...