


Key precautions and solutions for fully automated processing of eight-shaped coils
2025-04-23(522)
Key precautions and solutions for fully automated processing of eight-shaped coils
The following are the key points to note and solutions for the fully automated processing of square eight-shaped coils:
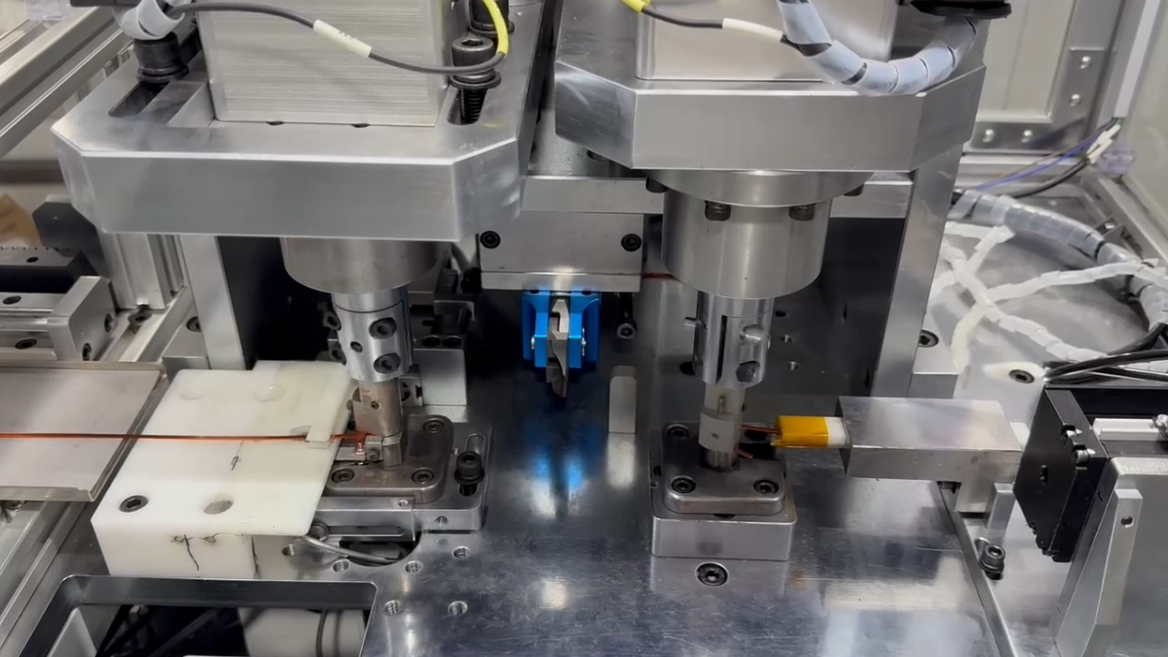
I. Optimization of Molds and Equipment
1. High precision DIE design
The four sides of the square coil lack vertical force pointing to the center. A mold with segmented guide grooves should be used to dynamically adjust the winding Angle in combination with a servo motor to ensure uniform wire density on the four sides.
The surface of the mold needs to be polished to Ra≤0.8μm to reduce the friction damage of the wire.
2. Multi-axis linkage control : Fully automatic winding machine needs to be configured with more than 6 axes motion system to realize synchronous motion compensation of the winding head and die, solve the problem of wire stacking at the corner.
Ii. Tension and Winding Control
1. Instant tension Closed-loop regulation
A combination of hysteresis tensioner and tension sensor is adopted to control the winding tension within the range of 15-30% of the material's yield strength, with a fluctuation range of ≤5%. The tension in the corner area is automatically increased by 5-10% to compensate for the wire laxity caused by centrifugal force.
2.8 Word winding trajectory planning
The alternating forward and reverse winding paths are realized through PLC programming. The winding direction is automatically adjusted every 1/4 turn completed to eliminate the rebound stress of the wire.
Iii. Quality Monitoring System
1. Online detection module : integrated high precision LCR tester (error ≤1%), automatically detect inductance deviation every 10 turns completed.
The machine vision system detects the gap of the flat cables with an accuracy of 0.02mm. It immediately stops the machine and alarms when overlapping cables are detected.
2. Equipment self-check program: automatically calibrates spindle concentricity (≤0.005mm) and die positioning accuracy (±0.01mm) before starting daily.
V. Response to Typical Faults
The main causes and solutions of the problem phenomenon
The bulge of the wire at the corner is insufficient to compensate for the centrifugal force. Increase the corner reduction ratio (reduce the speed by 30%)
Unqualified inter-turn withstand voltage, dust pollution or paint layer damage. Improve the cleanliness of the workshop to ISO 7 level
The guide module of the automatic wire alignment misaligned mold should be replaced every 5,000 processing operations when the guide groove wears out
Through the above measures, the fully automated production line can achieve a yield rate of over 98-99%, and the processing speed is 3 to 5 times higher than that of manual production.
NEXT...
Latest News
-

Key precautions and solutions for fully automated processing of eight-shaped coils
方形八字线圈全自动化加工的关键注意事项及解决方案,对...
-
3416圓形線圈全自動繞線加工需重點關事項
3416 Round coil fully auto...
-
The Market Size and Growth Trend Forecast of the Hardware Stamping Industry
Global Market: In 2024, th...
-

Analysis of the Development Trends of Automated Processing of Special Flat Coils
As the special requirement...